Silicone hoses are essential in today’s automotive, industrial, and medical industries because they are durable, resistant to heat, and flexible. Whether used in high-performance vehicles, medical equipment, or food processing, silicone hoses are reliable. To meet industry demands, manufacturers and wholesalers need to know how to make high-quality silicone hoses. This guide explains how to make silicone hoses—from choosing materials to production—and how manufacturers ensure top performance.
How Are Silicone Hoses Made?
Silicone hoses are made through a multi-step process that includes material preparation, extrusion, reinforcement, and curing. First, we start with a high-quality silicone compound, often a platinum-cured silicone elastomer because it’s pure and flexible. Here’s a breakdown of the main manufacturing process:
1. Raw Materials Selection
Silicone Rubber: The main material used for silicone hoses is high-purity silicone rubber, also known as silicone elastomers. These are chosen for their specific properties, such as thermal stability, flexibility, and chemical resistance.
Additives: Depending on the desired characteristics, different additives can be added to the silicone compound. These can include fillers (like carbon black for UV resistance), plasticizers (to make it more flexible), and curing agents (to help it vulcanized).
2. Extrusion
When the silicone is ready, it is put into an extruder. The extruder pushes the silicone through a die that shapes it into a tube. The die can be adjusted to make hoses of different sizes depending on what you need.
During this step, manufacturers have to watch the temperature and speed of the extrusion process. If they don’t, the tube will be uneven, and the product will be bad. After the silicone tube is extruded, it is reinforced to make it stronger.
3. Reinforcement
When you need more toughness and pressure resistance, silicone hoses are often made with layers of fabric or wire inside them. Some of the most common reinforcement materials are:
- Polyester fabric: Adds flexibility and strength for standard applications.
- Aramid fibers (Kevlar): Used for high-performance hoses that need to withstand extreme heat and pressure.
- Stainless steel wire: Added to hoses used in heavy industrial applications to prevent kinking and collapsing under pressure.
To reinforce it, wrap the extruded silicone tube with some fabric or wire before you cure it again.
4. Curing
Curing is what gives the silicone hose its final properties. Once the uncured silicone material has been extruded and reinforced, it is put into a high-temperature oven where the curing process takes place. The heat causes the silicone to cross-link, which turns it from something that’s malleable into something that’s flexible but also durable.
The curing process is carefully controlled to ensure uniformity. The curing time depends on the thickness of the hose. Curing is important to create a hose that is strong and flexible enough to withstand high-pressure environments, like in automotive turbochargers or industrial machinery.
5. Finishing and Testing
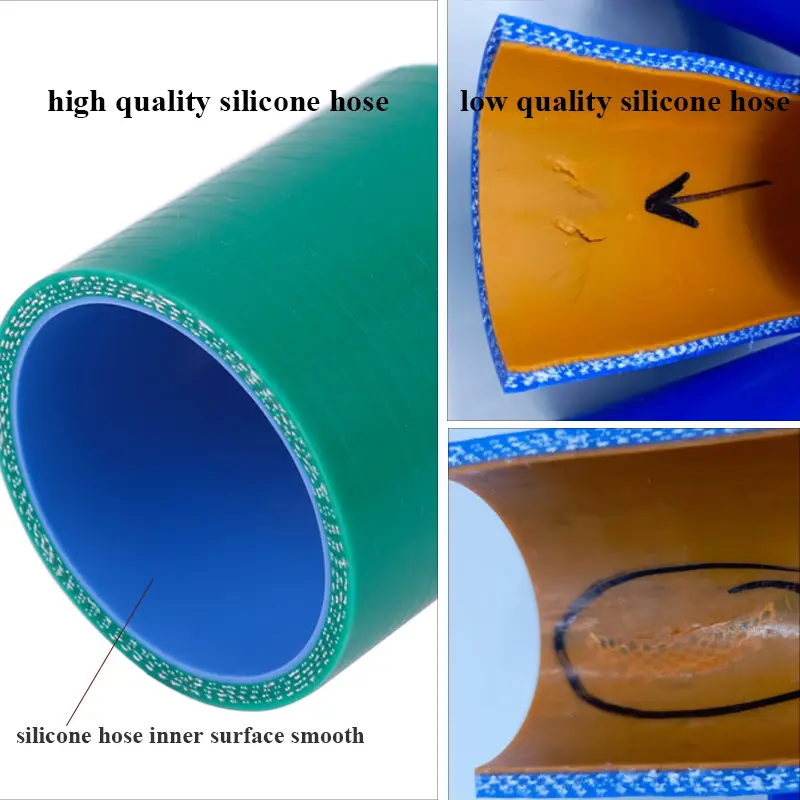
Once the hoses have been cured, they are trimmed and cleaned to remove any excess material. The last step is to perform quality control tests to ensure the silicone hoses meet industry standards. Manufacturers typically test for:
- Burst Pressure: Make sure the hose can handle its rated maximum pressure.
- Flexibility: Testing the hose’s ability to bend and flex without cracking or falling apart.
- Heat Resistance: Checking that the hose can withstand high temperatures, especially for automotive and industrial applications.
What Is the Process of Silicone Tubing?
Silicone tubing is made in much the same way as silicone hoses, although it often requires more precise control of the extrusion and curing steps, particularly for medical or food-grade tubing. These applications require rigorous quality checks to meet FDA or medical device certifications.
Key Steps in Silicone Tubing Production:
- Raw Material Preparation: Just like silicone hoses, we start by mixing high-purity silicone compounds, often with platinum curing for medical-grade applications.
- Extrusion: The silicone compound is fed into a screw extruder, which pushes the material through a precision die to form thin-walled tubing. The extrusion must be very consistent, as any variation can affect the tubing’s performance in critical applications.
- Curing: Once the silicone tubing is extruded, it is cured to set its shape and properties. Depending on the application, the tubing may also be sterilized and cleaned to medical standards.
What Materials Are Used in Silicone Hose Manufacturing?
Silicone hoses are made from a combination of high-quality silicone elastomers and reinforcing materials, depending on the specific application. Here’s a breakdown of the core materials involved:
1. Silicone hose: Pick the right diameter and wall thickness for your application. Make sure it’s good quality and appropriate for what you’re doing (e.g., high heat, food grade).
2. Reinforcement materials: In order to make silicone hoses stronger and able to withstand more pressure, manufacturers add reinforcement layers. These can include:
- Polyester fabric: This is used in general-purpose hoses to provide flexibility and strength.
- Aramid fibers (Kevlar): These are needed in high-temperature or high-pressure hoses, and are commonly found in automotive applications.
- Stainless steel wire: This is often used in industrial hoses to prevent them from collapsing or kinking under pressure.
These materials allow silicone hoses to handle the high temperatures, pressures, and chemical exposure that they encounter in automotive, industrial, and medical applications.
How to Make Custom Silicone Hoses?
Sometimes, you need a custom silicone hose for a specialized application where a standard hose won’t do the job. Here’s a quick guide to making your own custom silicone hoses:
- 1. Designing the Mandrel: Making custom hoses starts with specialized tooling. A mandrel is made to match the exact specifications of the custom hose and is used to shape the inside diameter of the hose.
- 2. Extrusion and Reinforcement: Once the mandrel is ready, the silicone compound is extruded over the mandrel. Any necessary reinforcement is added. Reinforcement layers are carefully chosen based on the hose’s intended application.
- 3. Curing and Finishing: After the extrusion and reinforcement are complete, the custom hose is cured to lock in its shape. The hose is then trimmed and inspected to make sure it meets all design specifications and quality standards.
- 4. Testing: Custom hoses go through rigorous testing to make sure they can handle the pressures and temperatures of their specific applications.
Some common custom silicone hoses are:
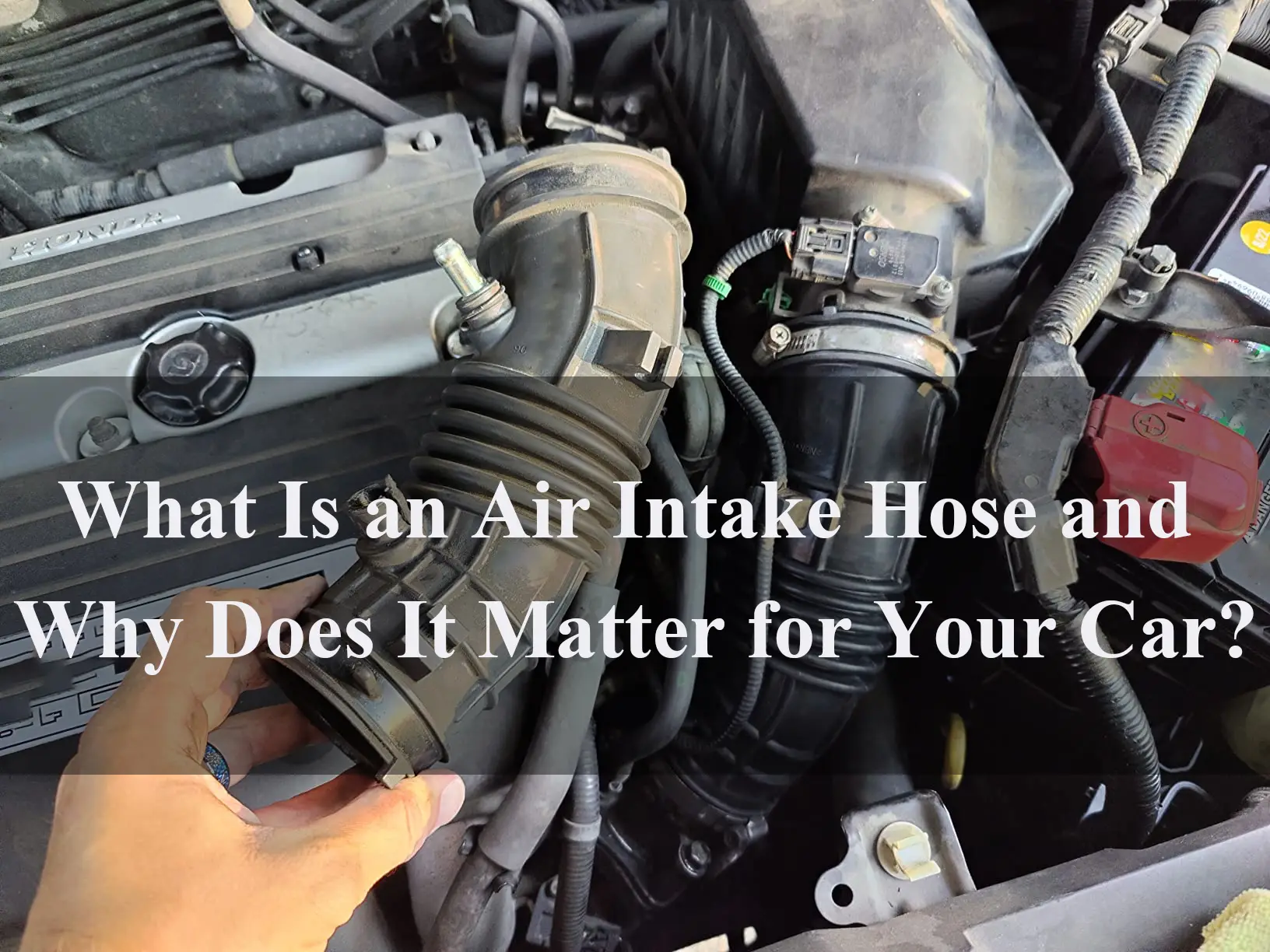
- Intercooler hoses: For cars.
- Coolant hoses: For high-temperature systems.
- Medical-grade hoses: Can be customized for biocompatibility and sterility.
How Are Silicone Hoses Tested for Quality?
Testing is a very important part of making silicone hoses to make sure they are up to industry standards and will work well. Manufacturers will usually do a variety of tests, including:
- Burst pressure testing: Make sure the hose can take a lot of pressure without blowing up. This is especially important for automotive and industrial hoses that work under extreme conditions.
- Elongation testing: Measures how much a hose can stretch before it breaks. This is important for applications that need a lot of flex.
- Heat resistance testing: Proves that the hose can keep its properties at high temperatures. This is important in applications like turbochargers and industrial machinery.
- Compression testing: Makes sure the hose can handle internal pressure without collapsing or getting squished.
For medical-grade silicone hoses, we conduct additional tests, such as sterilization validation and biocompatibility testing, to make sure the hoses are safe for medical use.
Summary
Whether you’re a manufacturer or wholesaler, knowing these key aspects of silicone hose production will help you make better products that meet industry standards and customer expectations.